The external components of the panel have been installed. The last thing I need on the outside is the panel tags/labels. I am now working on the internals and wiring.



The external components of the panel have been installed. The last thing I need on the outside is the panel tags/labels. I am now working on the internals and wiring.
The RTD temperature probes have been ordered. I also ordered a few extra normally closed contractor blocks for the panel switches. These will allow me to setup a safe start interlock for the panel. I spent the extra money for 25′ of 3/16″ walled 1/2″ ID silicon tubing to avoid any kinking issues. Finally I am making a home made vent for the boil kettle based on this post. It will be built from a 30qt stainless steel mixing bowl, a 4″ duct fan, and dryer hose.


auberins.com
3x RTD sensor, 1.5″ probe, 1/2″ NPT thread
1x RTD sensor, 2” probe, weldless fitting
4x NC switch block
amazon.com
1x White silicone tubing, 1/2″ ID, 7/8″ OD, 3/16″ wall, 25′ length
1x VenTech IF4 4″ inline duct fan 190 CFM
1x Stainless steel mixing bowl, 30 quart
1x 4″x8′ flexible duct
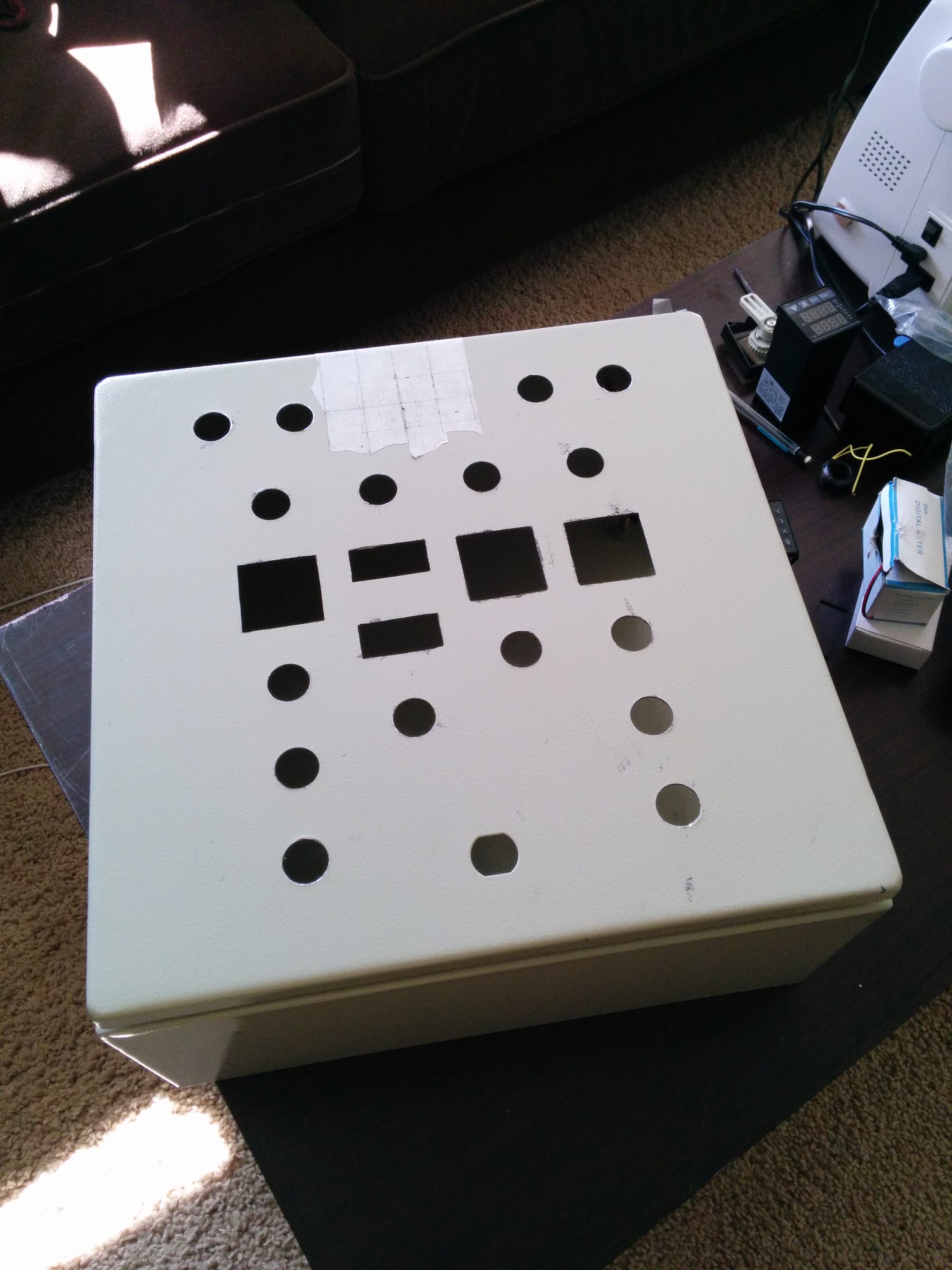
Volt/AMP meter hole has been cut. The 5/8″ dip tube has also been cut. It was designed to fit entirely under the false bottom including the bulkhead. I left a half of an inch between the bottom of the dip tube and the bottom of the mash tun.
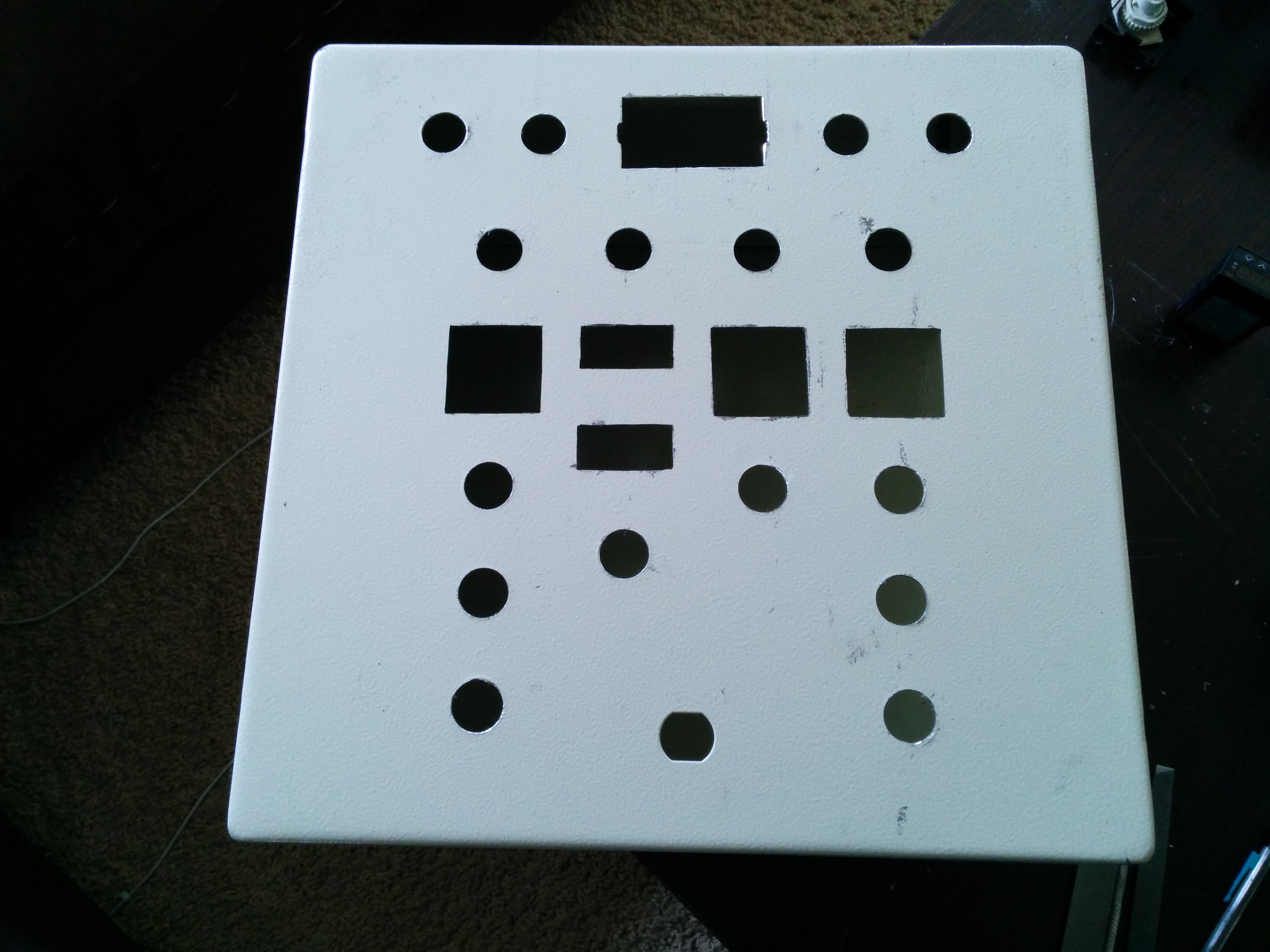


Real progress has been made now that the punches have arrived. Doing all of this with a step big is possible but I would not recommend it. I started each hole with a 1/8 bit then used a step bit to widen it to accept the lug for the punch. The dremel also got a bunch of work. I cut the factory grounding post off the panel to make more space for the buzzer and the holes for the PIDs and timer. I still need to dremel the hole for the volt/amp meter and I need to cut the MLT dip tube to length. The sight glasses were installed with a step bit. So far I have only calibrated the boil kettle. The element is covered with 2.5 gallons and the whirlpool fitting is submerged with 5 gallons. I placed my newly built kettles on a 72″x24″ stainless steel prep-table. Since the temporary brewing space is still carpeted at this point I added a catalina cactus carpet below to catch drippings.





Innovative Restaurant Supply (local)
1x 72″x24″ Stainless steel prep-table
1x 5’x3′ Catalina carpet
I was able to acquire a used greenlee 1-1/4″ chassis punch for a good price on ebay. This is the largest and most expensive punch used for the the heating elements. The 13/16″ chassis and 1/2″ conduit punch were purchased new from all-spec.com. I also back decided to go back to sight glasses so I don’t have to remove the lids to check volumes. You could use a step bit to make these holes but due to the quantity I need to create I think it is worth the investment. I will likely sell them after I am done using them.

ebay.com
1x 1-1/4″ 730BB Chassis/Radio Punch (Heating elements)
all-spec.com
1x 13/16″ 730BB Chassis/Radio Punch (1/2″ Plumbing)
1x 1/2″ Conduit Slugbuster (Pannel buttons & switches)
brewhardware.com
3x 20″ Weldless sight glass kit for pots
3x Additional numbers 16-25 gallon + 1/2 gallon marks
1x Tube cutter
1x Sight glass cleaning brush
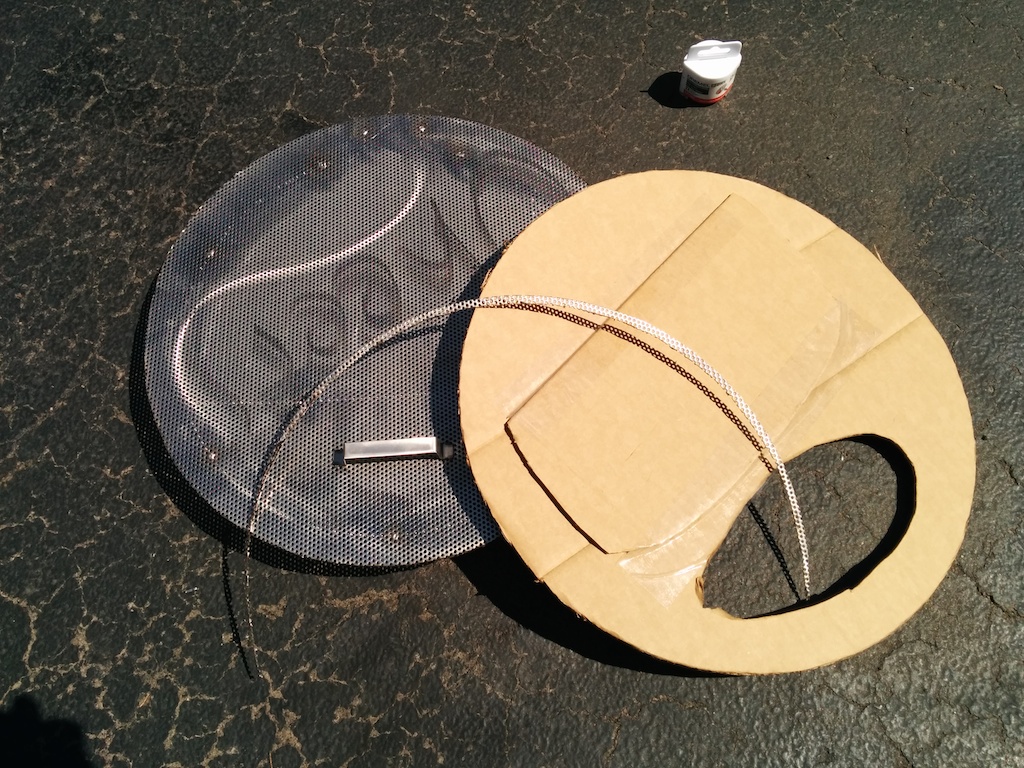
I made a poor assumption that the 18″x19″ concord kettles that look identical to the spike 18″x19″ kettles would be the same dimensions. I should have measured… thankfully it was too large and a few minutes with a dremel fixed it right up. I made a cardboard template and used that to mark the excess I needed to remove. A few (5) cut off disks later and I am back in business. I really like this false bottom. Jaybird makes a great product and he can cut them to a custom sizes if you provide that information. The welded on stand in the new design is very nice and acts as a secondary filter.
After looking at using the high flow 90 degree bulkheads for dip tubes I have decided to use them for everything but the dip tube in the MLT. In order to assure clearance with my false bottom I am using a 5/8″ compression fitting bulkhead with 5/8″ dip tube. The dip tube will be easier to cut to size then the high flow 90 and the 5/8″ size will make sure I don’t have any restrictions in the critical area before the wort pump.

brewhardware.com
2x 1/2″ High flow 90 degree bulkheads
1x 5/8″ Compression bulkhead with dip tube
I ordered at 50’x12.5″ coil of 1/2″ stainless steel for my HERMS coil. I also ordered the camlocks and some other random stainless fittings.


Stainlessbrewing.com
1x 50’x1/2″ OD 12.5″ diameter SS coil with two 90 degree bends
10x 1/2″ High Flow Type C Camlock
1x Type A Camlock
11x Type F Camlock
2x 1/2″ SS Hex Nipple
3x 1/2″ SS Tee
I ordered one of Jaybird’s (norcalbrewingsolutions) great false bottoms. I will share pictures when it arrives. He was also running a great sale so I ordered the eight ball valves I will need. I went with the three piece design. Although I do not think they are necessary they allow for more flexible arraignment of the valve handle when using the 90 degree ELBarb bulkheads as dip tubes for the hot liquor tank and boil kettle.


NorCalBrewingSolutions.com
1x 18″ 20 gallon Spike Brewing kettle false bottom with handle
8x Three piece SS 1/2″ ball valve
Ordered the parts needed to build the power cables for the elements. Two L6-30 plugs some 10/3 wire and some cable and heat shrink wrap to make it look good.

Amazon.com
2x NEMA L6-30P plug
1x 25′ Coleman 10/3 bulk wire
1x 4′ 3M 3/4″ heat shrink tubing
1x 25′ Flexo PET 1/2″ Braided Cable Sleeve, Black